Използваните автомобили с неправилна грижа са покрити с корозия. Понякога, ако този проблем не бъде разрешен навреме, е необходима пълна подмяна на отделните части на тялото. В този случай, без заваряване работа не е достатъчно. И самозалепването на автомобила за самообслужване изисква умения и поне малко преживяване.
За заваряване с тяло на автомобила най-подходящият вариант е да се използва полуавтоматична машина за заваряване. Това ви позволява да работите с всякаква дебелина на материала: от 0,7 до 4 мм. В този интервал приличат например на по-тънки крила и мощни щитове.
съдържание
- 1 Методи за свързване на елементи в автомобилното заваряване
- 1.1 Сладко
- 1.2 Застъпва се съвместно
- 1.3 Заварени електрически нитове
- 2 Видове заварки
- 2.1 Твърдо прекъсване
- 2.2 Твърдо
- 2.3 пунктирана
- 3 Местоположение на конците
- 4 Подготовка на материали за заваряване
- 5 Регулиране на заваръчния ток
- 6 Настройване на бутоните
- 6.1 Първият случай
- 6.2 Втори случай
- 6.3 Трети случай
- 6.4 Четвърти случай
- 7 Възможни проблеми при работа с полуавтоматично заваряване
- 7.1 Неправилен текущ избор
- 7.2 Неправилно регулиране на скобата в захранващия механизъм
- 7.3 Ниска консумация на газ
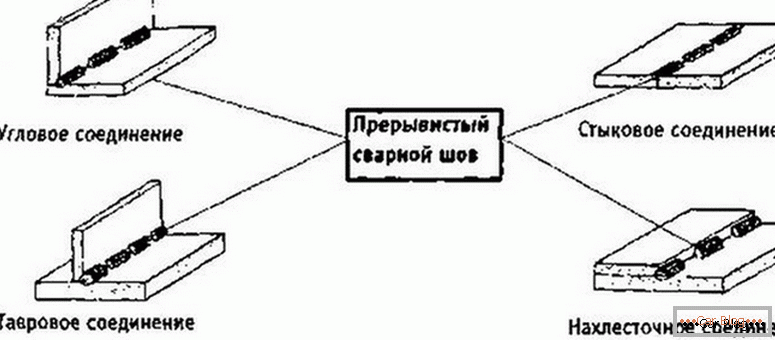
Методи за свързване на елементи в автомобилното заваряване
Различните устройства и опции за ремонт на машината чрез заваряване предполагат различен подход за взаимодействие на новите вложки със старото тяло. Помислете за трите основни начина за инсталиране на метални latok.
Сладко
Заваряването на тялото на автомобила с полуавтоматично устройство най-често се извършва с помощта на закопчалка. По този начин не създава допълнително ненужно удебеляване на тялото. Този метод се използва при заваряване на лепенки или малки вложки, които не са подложени на голяма якост на опън.
Типове връзки
Преди да работите с петна, можете да премахнете изпъкналите страни от страни, които са планирани за заваряване.
Ако дебелината на листа е до 2 мм, тогава можете да направите без скосявания. Този метод на сдвояване изисква по-старателно регулиране на заваръчния шев и подготвената част на тялото на автомобила. Изчистването трябва да се сведе до минимум и в идеалния случай трябва да се направи без тях. Методът обикновено се използва за външни елементи на лицето.
При извършване на тази операция заварчикът трябва да има достатъчно висока квалификация.
Заваряване на бута
Работата се извършва с помощта на солиден шев. Висококачествените резултати не изискват отнемане на време и изправяне. Понякога има достатъчно замазка и фуги. По-дебелите листове желязо са по-лесни за заваряване и могат да бъдат заварени и със солиден шев. Готвенето на тънки листа е по-трудно.
Връзка между краката
Такава връзка е най-простата и следователно е широко разпространена сред автомобилните заварчици. Така че, един от парчетата метал е насложен върху другия, докато дупката е напълно блокирана, която трябва да бъде залепена.
Заваряване припокриване
Методът е подходящ за заваряване на силови структури: прагове, шпайкове и др.
Заварени електрически нитове
Подобен метод е нещо като припокриване. Това обаче е подобно на точковото заваряване. Активно се използва в автомобилното заваряване. Например, той се използва за инсталиране на нови крила, подсилващи подложки върху рамката на каросерията.
Видове заварки
Въпреки методите на чифтосване, във всеки случай, технологията за заваряване на полуавтоматична машина включва използването на различни видове шевове. Има три популярни опции за шев:
- твърдо вещество;
- място;
- твърди интермитентни.
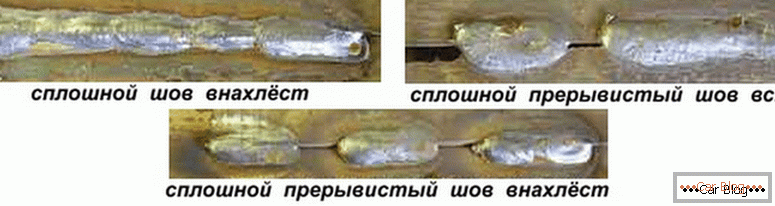
Видове шевове
Всеки от тях може да бъде насложен в който и да е от методите на партньорите, както в скута, така и в задните стави.
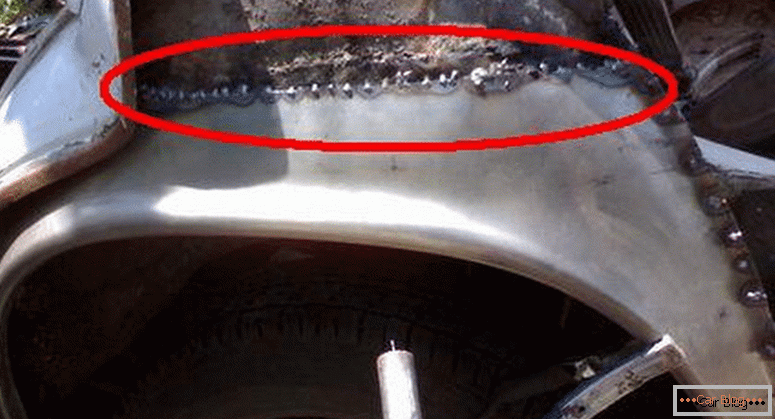
Вижте също: Какво да направите, ако флагрите са мъгла вътре?Твърдо прекъсване
Такъв шев е периодично редуване на непрекъснати секции и фрактури без метал. Изпълнителят избира интервали от запълването независимо. Това се прави, за да не "издърпа" метала на заварения елемент или конструкцията на рамката върху автомобила.
В този случай се намалява прегряването на листовете, което допринася за непроменените физични свойства на стоманената сплав, от която се произвеждат частите.
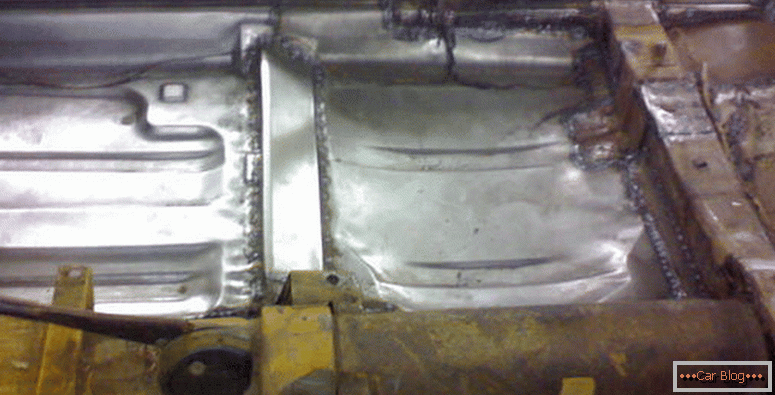
твърд
Той може да има формата на непрекъснато "наливане" в разтопен метал и също така да изглежда като голям брой точкови заварки, разположени много близо една до друга. Този метод почти няма да се използва в автомобилния дизайн. Въпреки че може да се използва с почти всяка дебелина на метала.
Използването на такъв шев намалява "еластичността" на цялата структура. Могат да възникнат пукнатини по време на работа на машината.
пунктирана
Името говори само за себе си. Заваряването с полуавтоматична машина и свързването на метални листове се извършва с помощта на заварени точки, които се разпределят по дължината на свързващата линия в определен интервал. Разстоянието между тези точки се определя от технологичната необходимост и може да бъде от няколко сантиметра до няколко милиметра.
Местоположение на конците
Работата може да се извърши в различни равнини:
- хоризонтално "горно заваряване";
- хоризонтално "дъно заваряване";
- вертикален шев.
Най-удобно е опцията със заваряване "отгоре". В това положение шевът е напълно напълнен, запълвайки всички кухини и празнини. По-малко удобен вариант за вертикална работа. В този случай, трябва да се уверите, че металът не тече по шева.
Най-трудният метод за заваряване включва "работа от дъното".
С тази позиция, шевът се получава под сравнителните елементи и постоянно тече да тече надолу. Следователно, трябва да имате умението да работите в такава позиция, че да не нарушавате качеството на заваряването.
Подготовка на материали за заваряване
Преди да започнете заваряване, ще трябва да подготвите повърхността. За да направите това, той се почиства от всички видове замърсяване:
- следи от корозия;
- бои и грундове, включително корабоплаването;
- защитни и защитни покривни слоеве;
- всички видове смазочни материали.
Наличието на такива вещества може да намали качеството на припокриващия се шев или напълно да възпрепятства преминаването на ток през веригата.
Има и други негативни ефекти:
- газът, който се образува при изгарянето на запалими остатъци, може да създаде пореста, слабокачествена заваръчна структура;
- такива газове могат да "издухат" метала от точката на заваряване, което води до дупка и разтопеният метал може да причини изгаряния;
- замърсяването излъчва голямо количество дим, което може да доведе до отравяне с продукти от горенето или да предизвика пожар.
Повърхностите трябва да съвпадат плътно.
Безопасност на работното място
За това се използват различни скоби и ключалки. Възможно е временно закрепване с болтове или винтове.
Регулиране на заваръчния ток
За начинаещи заварчици, които не работят с тънки листове по-малки от 1 мм, препоръчително е да се практикувате не на работните повърхности на автомобила, а да провеждате експериментално заваряване на ненужни тънки парчета.
При заваряване на автомобила е необходимо да се спазват мерките за безопасност:
- тъй като експерименталните листове не трябва да вземат галванизирани образци, тъй като двойките ще бъдат отровни;
- невъзможно е да се работи в силен течение или вятър, защото това води до издухване на газ от зоната на заваряване, което ще намали качеството на работа или напълно ще направи невъзможно.
Степента на заваръчния ток е пряко пропорционална на дебелината на метала. За листове с малка дебелина, трябва да зададете ток в диапазона 40-60 A.
Повечето действащи регулатори на полуавтоматични устройства нямат абсолютно градуиране, а относителни. Следователно, трябва да се провери точен индикатор за тока съгласно инструкциите.
Точността на избрания ток ще покаже качеството на заваръчния шев. Различното напрежение в електрическата мрежа влияе на изходните параметри на устройството. Следователно регулирането на апарата се извършва в по-голяма степен чрез експерименталната селекция на позициите на регулиращите копчета.
Вижте също: Антикорозионна защита на тялото на автомобилаРегулиране на регулаторите
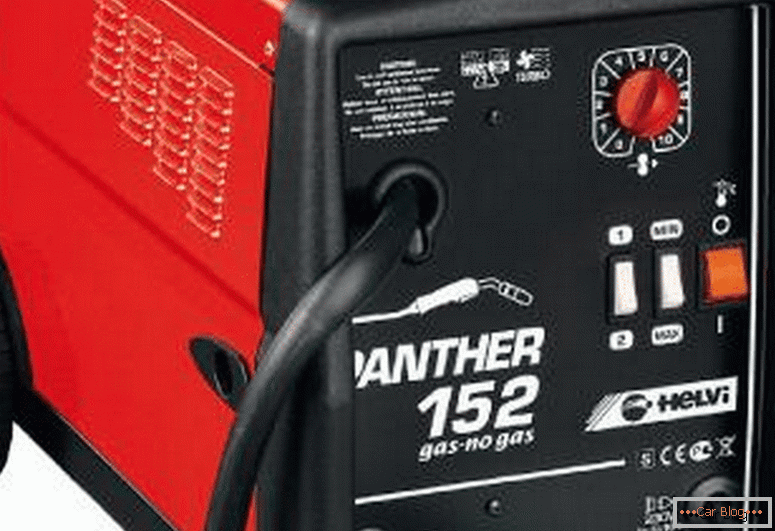
Пример за това е полуавтоматичното устройство. Хелви Пантера 132, Той има три регулатора, които влияят върху текущия параметър. Две превключватели имат само две позиции: "1" и "2" в първата, "min" и "max" във втората. Третият плавно регулира подаването на жици. Скоростта, с която се захранва жицата, зависи от размера на тока. Това означава, че устройството регулира независимо тока в зависимост от подаването на жици.
Автоматично заваръчно полуавтоматично устройство
Като пример можете да зададете настройките на този полуавтоматичен за различни дебелини на заварения метал. Тънък лист добре "приготвен" на настройките: "1", "max" и гладкото регулиране е на "7". Дебели листове са по-добре да се опитат на инсталацията: "2", "max", "8".
По време на работа с полуавтоматично устройство може да има различни резултати от заваряването. В зависимост от текущата сила можете да получите следните резултати:

Резултатът от заваряването с различен ток
Първи случай
Токът е прекалено малък, така че няма метално разпръскване върху повърхността и частта не се загрява, което отслабва чифтосването. Оказва се, че липсва "провал". Трябва да увеличите тока.
Втори случай
Токът се регулира правилно, металът се разпространява достатъчно и се забелязва нагряването на заварената част. На обратната страна на листа се забелязва малка метална капка.
Трети случай
Токът е по-голям от позволената стойност. Разтопеният капка от телта е твърде "подхлъзнат". От другата страна има очевидна голяма капка разтопен метал.
Четвърти случай
Значително излишък на допустимия ток до такава степен, че се образуват изгаряния от край до край. Изисква значително намаляване на токовата сила, докато се появи малка капка без изгаряне.
Възможни проблеми при работа с полуавтоматично заваряване
Не всички работи се извършват в нормален режим. Поради операционни грешки или повредени съоръжения може да възникнат необичайни ситуации.

Неправилен текущ избор
Когато токът е зададен твърде високо, има изгаряния в метала. Той може също да образува капка разтопена тел, която излиза от медния връх. Ако възникне такава ситуация, допълнителното подаване на телената мрежа може да доведе до счупване, когато напусне подаващото устройство.
Лошо регулиране на скобата в захранващия механизъм
Ако проходът на проводника през медния накрайник е блокиран, той се счупи в подаващото устройство. Това показва твърде много притискане. При правилно регулиране, проводникът се спуска, а не се счупва. Това събитие показва обратното - затягащата сила не фиксира достатъчно жицата.
В такъв случай може да възникне "захващане" на върха и да не бъде свързано с величината на инсталирания ток.
Същите резултати се случват, когато подаването на кабела е твърде бавно.
Ниска консумация на газ
В такава ситуация е необходимо правилната настройка на скоростната кутия. Можете да се съсредоточите върху приблизителната консумация от 8-10 литра в минута с диаметър на проводника 0.8 мм. Въпреки че наръчникът за полуавтоматични устройства предлага до 3 литра, но на практика това не е достатъчно.


